Thursday, January 25, 2007
INJECTION MOLDING dan PENERAPANNYA di INDUSTRI MANUFAKTUR
Anif Jamaluddin*
Dewasa ini, terjadi pertumbuhan yang sangat pesat pada penggunaan produk plastik di industri manufaktur karena sangat serbaguna dan memiliki nilai ekonomis yang tinggi. Dukungan ilmu pengetahuan dan teknologi sangat diperlukan khususnya untuk pemanfaatan dan pengolahan polimer, sehingga dapat dihasilkan produk plastik dengan kuantitas yang cukup tinggi dan kualitas yang baik. Salah satu teknik yang cukup efektif dan banyak dipergunakan untuk pengolahan bahan thermoplastic adalah injection molding.
Injection Molding banyak dipilih karena memiliki beberapa keuntungan diantaranya : kapasitas produksi yang tinggi, sisa penggunaan material (useless material) sedikit dan tenaga kerja minimal. Sedangkan kekuranganya, biaya investasi dan perawatan alat yang tinggi , serta perancangan produk harus mempertimbangkan untuk pembuatan disain moldingnya.
Keyboard, mouse, panel TV, pesawat telepon merupakan hasil pengolahan plastik dengan menggunakan teknik injection molding.
Teknik ini pertama kali dikenalkan oleh John Wesley Hyatt pada tahun 1868, dengan melakukan injeksi celluloid panas ke dalam mold, untuk membuat bola billiar. Bersama saudara perempuannya Isaiah, dia mematenkan mesin injection mold untuk penyedot debu tahun 1872. Tahun 1946 James Hendri untuk pertama kalinya membuat mesin screw injection mold, sehingga terjadi perubahan besar pada industri plastik. Dan 95 % mesin molding saat ini mengikuti teknik ini, untuk menghasilkan efisiensi panas, efisiensi campuran dan injeksi plastik ke molding.
Pada tulisan ini, mesin injection molding tipe screw yang akan dipergunakan dalam pembahasan, karena tipe ini lebih banyak diaplikasikan di industri manufaktur, untuk pengolahan plastik.
DEFINISI
Mold dapat didefinisikan sebagai cetakan, atau proses yang dipergunakan dalam industri manufaktur untuk mencetak material. Sedangkan Injection Molding merupakan salah satu teknik pada industri manufaktur untuk mencetak material dari bahan thermoplastic. Material thermoplasctic yang biasa dicetak dengan teknik Injection Molding : Polystyrene, Acrylonitrile Butadiene Styrene (ABS), PMMA (Polymethyl Methacrylatic) dll.
MESIN INJECTION MOLDING (Type Screw)
Mesin Injection Molding type screw dapat dilihat pada gambar 1

· Clamping Unit
Merupakan tempat untuk menyatukan molding. Clamping system sangat kompleks, dan di dalamnya terdapat mesin molding (cetakan), dwelling untuk memastikan molding terisi penuh oleh resin, injection untuk memasukan resin melalui sprue pendingin, ejection untuk mengeluarkan hasil cetakan plastik dari molding.
· Plasticizing Unit
Merupakan bagian untuk memasukan pellet plastik (resin) dan pemanasan. Bagian dari Plasticizing unit : Hopper untuk mamasukan resin; Screw untuk mencampurkan material supaya merata; Barrel; Heater dan Nozzle
· Drive Unit
Unit untuk melakukan kontrol kerja dari Injection Molding, terdiri dari Motor untuk menggerakan screw; Injection Piston menggunakan Hydraulic system (sistem pompa) untuk mengalirkan fluida dan menginjeksi resin cair ke molding.
PROSES INJECTION MOLDING
Proses Injection molding diawali dengan pellet plastik kadang orang menamakan resin. Secara sederhana dapat dijelaskan resin dimasukan ke dalam Hopper (bagian dari mesin injection), memasuki ke bagian barrel sesuai dengan prinsip grafitasi. Pemanasan resin hingga tercapai titik melting oleh heater, resin mengalami proses platicizing berbentuk cairan sehingga mudah untuk diinjeksikan ke dalam molding (cetakan). Di dalam Molding, resin dicetak sesuai dengan disain dari cetakannya, dan mengalami pendinginan untuk proses perubahan fase dari cair ke padatan (solidifikasi).
Faktor yang mempengaruhi dalam Injection Molding adalah material plastik yang dipergunakan, mesin injection dan proses Injection Molding. Secara kuantitatif proses injection molding sangat dipengaruhi : Suhu Material, tekanan, kecepatan aliran material dalam silinder dan molding, temperatur molding, kekentalan resin, laju pendinginan. Namun tidak semua faktor ini dapat terukur dalam ruangan Injection Molding yang terisolasi.
Plasticizing Process
Plasticizing merupakan salah satu proses dalam Injection Molding, proses ini terjadi dalam platicizing unit. Resin yang masuk ke dalam plasticizing unit dengan adanya screw yang berputar menjadikan resin tercampur lebih homogen. Dibagian depan screw terjadi pemanasan resin hingga titik melting, resin mengalami proses plastizicing. Resin berubah bentuk dari padat ke cairan. Dengan bentuk cairan mememudahkan untuk proses injeksi ke nozzle dan akhirnya molding. Skema Proses plastizicing di dalam screw dapat dilihat gambar 2.

Gambar 2. Plasticizing dalam Screw
Injection
Injection diawali dari resin cair dalam plasticizing unit, diinjeksikan ke nozzle (sambungan antara molding unit dengan tabung plasticizing unit). Melalui sprue material mengalir ke molding, tekanan dan kecepatannya aliran ditentukan oleh perputaran screw. Bagian dwelling akan bekerja untuk menentukan molding telah terisi penuh dengan memberikan tekanan. Colling dilakukan dengan menentukan laju pendinginan untuk proses solidifikasi plastik, hal ini sangat penting untuk menghasilkan plastik sesuai disain. Molding dapat dibuka dengan memisahkan satu bagian dengan bagian lain molding. Selanjutnya plastik hasil injeksi dikeluarkan melalui ejector.

Gambar 3 clamping unit, menunjukan proses injeksi dari nozzle ke Sprue, molding dan terdapat ejector untuk mengeluarkan plastik.
Sebagai ilustrasi plastik solid hasil dari injection molding dilihat pada gambar 4. Resin cair yang masuk dari sprue sampai ke part sesuai dengan cetakan (molding) mengalami proses pendinginan menjadi padatan (solid) sesuai dengan gambar 4.
 Gambar 4. Runner dan Gate system
Gambar 4. Runner dan Gate system
Bagian hasil cetakan yang dipergunakan konsumen adalah part, sedangkan sprue dan runner merupakan jalannya resin untuk sampai ke part, dan mengalami pendinginan, yang berubah menjadi padatan. Selanjutnya sprue dan runner akan dibuang atau didaur ulang. Material resin dapat dicampur dengan sisa-sisa material runner dan sprue untuk menghasilkan plastik, namun ada juga material resin yang tidak dapat dicampur dengan sisa sprue dan runner.
HASIL CETAKAN PLASTIK
Produk akhir yang dihasilkan dalam proses injection molding terkadang tidak sesuai dengan spesifikasi dan disain yang telah dirancang. Permasalahan tersebut antara lain :
Sink mark

Sink mark merupakan penuruan bagian permukaan pada hasil injecion molding karena terjadinya penyusutan bentuk plastik (volume) dan pengurangan densitas. Sink mark sangat dipengaruhi oleh disain plastik dan sering terjadi pada disain yang rumit.
Gambar 5. Sink Mark
Inconsistent Dimension
Pada suatu saat, dengan bentuk molding yang sama, dapat menghasilkan orientasi plastik yang berbeda, kadang mengalami penggelembungan membentuk cekungan atau cembung, terkadang juga mengalami penyusutan atau penambahan volume. Untuk mengatasi masalah ini biasanya dengan cara meningkatkan cooling rate.
Weld Line
Weld line terjadi ketika, aliran resin cair dari sumber runner yang berbeda, bertemu dalama core (inti molding), biasanya terjadi pada akhir proses injeksi dalam molding.
Selain solusi teknis, untuk mengurangi masalah weld line, sink mark, dan inconsistent dimension, saat ini telah dikembangkan program simulasi aliran resin ke molding (mold flow) dengan menggunakan Pro-engineering. Sehingga engineer dapat memprediksikan didaerah mana akan terjadi permasalahan tersebut.
KESIMPULAN
Metode Injection Molding dengan type screw banyak dipergunakan dalam industri manufaktur, keunggulan metode ini :
· Campuran resin, temperatur dan tekanan dalam mesin dapat merata
· Resin lebih mudah diinjeksikan ke molding
· Menghasilkan plastik dengan bentuk yang sama dan cepat
Kekurangan metode ini :
· Disain molding rumit dan biaya investasi tinggi
· Permasalahan sink mark, weld line, dan inconsistent dimension
PUSTAKA
Dudip, “Molding Presentation” LGEIN, Cibitung, 2006
Hilal, Nurul, “ Plastic Resin Knowledge” LGEIN, Cibitung, 2006
Kartika, Heru, “ Mold an Introduction” LGEIN, Cibitung, 2006
Stevens P Malcolm, “ Kimia Polimer”, Pradna Paramita,Jakarta 2001
Yasem, A dan Yayla P,”Concurrent Design of Plastics Injection Moulds” Proceedings of 5th International Symposium on Intelligent Manufacturing Systems, Istanbul 2006
http://en.wikipedia.org/wiki/Moulding/"> http://en.wikipedia.org/wiki/Moulding/
http://www.cheresources.com/injectionzz.shtml/"> http://www.cheresources.com/injectionzz.shtml/
http://www.media.mit.edu/physics/pedagogy/fab/mold/smjpginj/injpict.htm"> http://www.media.mit.edu/physics/pedagogy/fab/mold/smjpginj/injpict.htm
http://www.eng.nus.edu.sg/EResnews/0402/sf/sf_8.html"> http://www.eng.nus.edu.sg/EResnews/0402/sf/sf_8.html
http://claymore.engineer.gvsu.edu/~jackh/eod/manufact/manufact-213.html
http://www.pitfallsinmolding.com/
*Disampaikan dalam Matakuliah Material Polimer, PPS Ilmu Material Universitas Indonesia
NPM. 630500201X
Injection Molding banyak dipilih karena memiliki beberapa keuntungan diantaranya : kapasitas produksi yang tinggi, sisa penggunaan material (useless material) sedikit dan tenaga kerja minimal. Sedangkan kekuranganya, biaya investasi dan perawatan alat yang tinggi , serta perancangan produk harus mempertimbangkan untuk pembuatan disain moldingnya.
Keyboard, mouse, panel TV, pesawat telepon merupakan hasil pengolahan plastik dengan menggunakan teknik injection molding.
Teknik ini pertama kali dikenalkan oleh John Wesley Hyatt pada tahun 1868, dengan melakukan injeksi celluloid panas ke dalam mold, untuk membuat bola billiar. Bersama saudara perempuannya Isaiah, dia mematenkan mesin injection mold untuk penyedot debu tahun 1872. Tahun 1946 James Hendri untuk pertama kalinya membuat mesin screw injection mold, sehingga terjadi perubahan besar pada industri plastik. Dan 95 % mesin molding saat ini mengikuti teknik ini, untuk menghasilkan efisiensi panas, efisiensi campuran dan injeksi plastik ke molding.
Pada tulisan ini, mesin injection molding tipe screw yang akan dipergunakan dalam pembahasan, karena tipe ini lebih banyak diaplikasikan di industri manufaktur, untuk pengolahan plastik.
DEFINISI
Mold dapat didefinisikan sebagai cetakan, atau proses yang dipergunakan dalam industri manufaktur untuk mencetak material. Sedangkan Injection Molding merupakan salah satu teknik pada industri manufaktur untuk mencetak material dari bahan thermoplastic. Material thermoplasctic yang biasa dicetak dengan teknik Injection Molding : Polystyrene, Acrylonitrile Butadiene Styrene (ABS), PMMA (Polymethyl Methacrylatic) dll.
MESIN INJECTION MOLDING (Type Screw)
Mesin Injection Molding type screw dapat dilihat pada gambar 1
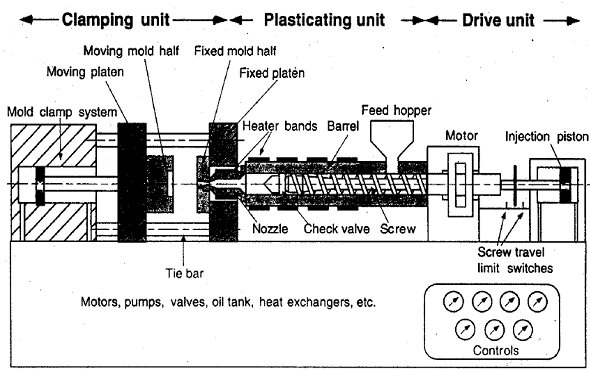
Gambar 1. Mesin Injection Molding
Ada 3 bagian utama dalam Mesin Injection Molding :· Clamping Unit
Merupakan tempat untuk menyatukan molding. Clamping system sangat kompleks, dan di dalamnya terdapat mesin molding (cetakan), dwelling untuk memastikan molding terisi penuh oleh resin, injection untuk memasukan resin melalui sprue pendingin, ejection untuk mengeluarkan hasil cetakan plastik dari molding.
· Plasticizing Unit
Merupakan bagian untuk memasukan pellet plastik (resin) dan pemanasan. Bagian dari Plasticizing unit : Hopper untuk mamasukan resin; Screw untuk mencampurkan material supaya merata; Barrel; Heater dan Nozzle
· Drive Unit
Unit untuk melakukan kontrol kerja dari Injection Molding, terdiri dari Motor untuk menggerakan screw; Injection Piston menggunakan Hydraulic system (sistem pompa) untuk mengalirkan fluida dan menginjeksi resin cair ke molding.
PROSES INJECTION MOLDING
Proses Injection molding diawali dengan pellet plastik kadang orang menamakan resin. Secara sederhana dapat dijelaskan resin dimasukan ke dalam Hopper (bagian dari mesin injection), memasuki ke bagian barrel sesuai dengan prinsip grafitasi. Pemanasan resin hingga tercapai titik melting oleh heater, resin mengalami proses platicizing berbentuk cairan sehingga mudah untuk diinjeksikan ke dalam molding (cetakan). Di dalam Molding, resin dicetak sesuai dengan disain dari cetakannya, dan mengalami pendinginan untuk proses perubahan fase dari cair ke padatan (solidifikasi).
Faktor yang mempengaruhi dalam Injection Molding adalah material plastik yang dipergunakan, mesin injection dan proses Injection Molding. Secara kuantitatif proses injection molding sangat dipengaruhi : Suhu Material, tekanan, kecepatan aliran material dalam silinder dan molding, temperatur molding, kekentalan resin, laju pendinginan. Namun tidak semua faktor ini dapat terukur dalam ruangan Injection Molding yang terisolasi.
Plasticizing Process
Plasticizing merupakan salah satu proses dalam Injection Molding, proses ini terjadi dalam platicizing unit. Resin yang masuk ke dalam plasticizing unit dengan adanya screw yang berputar menjadikan resin tercampur lebih homogen. Dibagian depan screw terjadi pemanasan resin hingga titik melting, resin mengalami proses plastizicing. Resin berubah bentuk dari padat ke cairan. Dengan bentuk cairan mememudahkan untuk proses injeksi ke nozzle dan akhirnya molding. Skema Proses plastizicing di dalam screw dapat dilihat gambar 2.
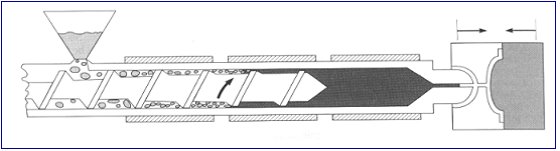
Gambar 2. Plasticizing dalam Screw
Injection
Injection diawali dari resin cair dalam plasticizing unit, diinjeksikan ke nozzle (sambungan antara molding unit dengan tabung plasticizing unit). Melalui sprue material mengalir ke molding, tekanan dan kecepatannya aliran ditentukan oleh perputaran screw. Bagian dwelling akan bekerja untuk menentukan molding telah terisi penuh dengan memberikan tekanan. Colling dilakukan dengan menentukan laju pendinginan untuk proses solidifikasi plastik, hal ini sangat penting untuk menghasilkan plastik sesuai disain. Molding dapat dibuka dengan memisahkan satu bagian dengan bagian lain molding. Selanjutnya plastik hasil injeksi dikeluarkan melalui ejector.
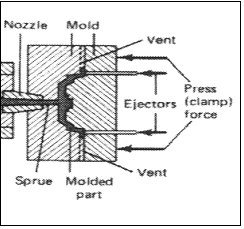
Gambar 3 clamping unit, menunjukan proses injeksi dari nozzle ke Sprue, molding dan terdapat ejector untuk mengeluarkan plastik.
Sebagai ilustrasi plastik solid hasil dari injection molding dilihat pada gambar 4. Resin cair yang masuk dari sprue sampai ke part sesuai dengan cetakan (molding) mengalami proses pendinginan menjadi padatan (solid) sesuai dengan gambar 4.
 Gambar 4. Runner dan Gate system
Gambar 4. Runner dan Gate systemBagian hasil cetakan yang dipergunakan konsumen adalah part, sedangkan sprue dan runner merupakan jalannya resin untuk sampai ke part, dan mengalami pendinginan, yang berubah menjadi padatan. Selanjutnya sprue dan runner akan dibuang atau didaur ulang. Material resin dapat dicampur dengan sisa-sisa material runner dan sprue untuk menghasilkan plastik, namun ada juga material resin yang tidak dapat dicampur dengan sisa sprue dan runner.
HASIL CETAKAN PLASTIK
Produk akhir yang dihasilkan dalam proses injection molding terkadang tidak sesuai dengan spesifikasi dan disain yang telah dirancang. Permasalahan tersebut antara lain :
Sink mark

Sink mark merupakan penuruan bagian permukaan pada hasil injecion molding karena terjadinya penyusutan bentuk plastik (volume) dan pengurangan densitas. Sink mark sangat dipengaruhi oleh disain plastik dan sering terjadi pada disain yang rumit.
Gambar 5. Sink Mark
Inconsistent Dimension
Pada suatu saat, dengan bentuk molding yang sama, dapat menghasilkan orientasi plastik yang berbeda, kadang mengalami penggelembungan membentuk cekungan atau cembung, terkadang juga mengalami penyusutan atau penambahan volume. Untuk mengatasi masalah ini biasanya dengan cara meningkatkan cooling rate.
Weld Line
Weld line terjadi ketika, aliran resin cair dari sumber runner yang berbeda, bertemu dalama core (inti molding), biasanya terjadi pada akhir proses injeksi dalam molding.
Selain solusi teknis, untuk mengurangi masalah weld line, sink mark, dan inconsistent dimension, saat ini telah dikembangkan program simulasi aliran resin ke molding (mold flow) dengan menggunakan Pro-engineering. Sehingga engineer dapat memprediksikan didaerah mana akan terjadi permasalahan tersebut.
KESIMPULAN
Metode Injection Molding dengan type screw banyak dipergunakan dalam industri manufaktur, keunggulan metode ini :
· Campuran resin, temperatur dan tekanan dalam mesin dapat merata
· Resin lebih mudah diinjeksikan ke molding
· Menghasilkan plastik dengan bentuk yang sama dan cepat
Kekurangan metode ini :
· Disain molding rumit dan biaya investasi tinggi
· Permasalahan sink mark, weld line, dan inconsistent dimension
PUSTAKA
Dudip, “Molding Presentation” LGEIN, Cibitung, 2006
Hilal, Nurul, “ Plastic Resin Knowledge” LGEIN, Cibitung, 2006
Kartika, Heru, “ Mold an Introduction” LGEIN, Cibitung, 2006
Stevens P Malcolm, “ Kimia Polimer”, Pradna Paramita,Jakarta 2001
Yasem, A dan Yayla P,”Concurrent Design of Plastics Injection Moulds” Proceedings of 5th International Symposium on Intelligent Manufacturing Systems, Istanbul 2006
http://en.wikipedia.org/wiki/Moulding/"> http://en.wikipedia.org/wiki/Moulding/
http://www.cheresources.com/injectionzz.shtml/"> http://www.cheresources.com/injectionzz.shtml/
http://www.media.mit.edu/physics/pedagogy/fab/mold/smjpginj/injpict.htm"> http://www.media.mit.edu/physics/pedagogy/fab/mold/smjpginj/injpict.htm
http://www.eng.nus.edu.sg/EResnews/0402/sf/sf_8.html"> http://www.eng.nus.edu.sg/EResnews/0402/sf/sf_8.html
http://claymore.engineer.gvsu.edu/~jackh/eod/manufact/manufact-213.html
http://www.pitfallsinmolding.com/
*Disampaikan dalam Matakuliah Material Polimer, PPS Ilmu Material Universitas Indonesia
# posted by anif @ 8:02 PM 
Comments:
<< Home
Sebelumnya, terima kasih telah memberikan informasi tentang sistem cetak plastik dengan cara disuntikan......
Tetapi saya sebagai teknisi molding
merasa informasi yg anda berikan terkesan copy and paste, terutama tentang kekurangan injection molding,,,,,,hanya kritik untuk membangun.
Tetapi saya sebagai teknisi molding
merasa informasi yg anda berikan terkesan copy and paste, terutama tentang kekurangan injection molding,,,,,,hanya kritik untuk membangun.

Barang apa yang kami jual dan aplikasinya sebagai distributor jual Araldite Indonesia antara lain Araldite AW 106/HV 953U (Araldite 2011) untuk "general aplication" dipakai secara umum untuk bermacam bahan yang akan dilem, Dipakai oleh industri textile untuk mengelem tembaga dan galvanised steel pada proses printing kain. Araldite AW 2104/HV 2941 (Araldite 2012) untuk "general aplication" dipakai secara umum untuk bermacam bahan yang akan dilem. Araldite AW 103/HY 956 dipakai untuk barang yang permukaan luas karena waktu kering cukup lama dan lem cukup encer. Dipakai oleh industri transformer untuk merekatkan plat metal sebelum diikat dengan kertas insulator. Araldite AW 138/HY 998 (Araldite 2014) dipakai untuk barang yang membutuhkan lem tahan panas. Araldite 64-1 dan 70 untuk lem metal dan kanvas rem.
Tanya : kalau buat bikin model kit bisa ndak ? oiya bikin cetakannya dari apa? besi, kayu, atau apa?
trus itu cetakan siapa yg bikin? kita bikin pake apa cetakannya? kalau cetakan model kit (yg part nya kecil2 sekali, bahkan ada yg sebesar kawat saja, diameter kawat = 1 mm) bikinnya gimana? pake apa?
trus itu cetakan siapa yg bikin? kita bikin pake apa cetakannya? kalau cetakan model kit (yg part nya kecil2 sekali, bahkan ada yg sebesar kawat saja, diameter kawat = 1 mm) bikinnya gimana? pake apa?
Pagi gan, Jika membutuhkan silicone mould release bisa hub saya call/sms 0899 7435 663 dengan herdi, thanks
Your post is really good. Useful content. Very helpful to me. i have similar products.
see my products also
Plastic parts manufacturer in India
see my products also
Plastic parts manufacturer in India
injection molding plastics also for your encasing in ABS + GF. made in china ,d Design in Holland check also our
facebook molding page
facebook molding page
gan mau tanya...klo setiap produksi plastik itu pasti ada yang namanya RUNNER...pertanyaan saya gmna caranya setidaknya mengurangi RUNNER tersebut...terima kasih sebelumnya
PT FANDRA DWISAPTA PERKASA
Kami adalah perusahaan yang bergerak dibidang Plastic Injection Mould & Spare Parts, Punching press/Metal Stamping Mould & Spare Parts dan Die Casting Mould & Spare Parts. Yang telah berpengalaman Di China dan sekarang perusahaan kami mengembangkan bisnis Di Indonesia..
hub 082120001515
Kami adalah perusahaan yang bergerak dibidang Plastic Injection Mould & Spare Parts, Punching press/Metal Stamping Mould & Spare Parts dan Die Casting Mould & Spare Parts. Yang telah berpengalaman Di China dan sekarang perusahaan kami mengembangkan bisnis Di Indonesia..
hub 082120001515
just share
aplikasi untuk menghitung target produksi injection molding
bisa diinstal di HP
http://rajinmampir.blogspot.com/2015/12/injection-molding-tool.html
aplikasi untuk menghitung target produksi injection molding
bisa diinstal di HP
http://rajinmampir.blogspot.com/2015/12/injection-molding-tool.html
# posted by  : 3:19 PM
: 3:19 PM
: 3:19 PM
Selamat pagi saya dari CV.Elang Buana .. untuk perusahaan / pabrik industri yang membutuhkan silicone spray moulding atau mau sekedar tanya2 utk silicone bisa hubungi saya di no 082112988880 / 089615182128 (Steven) .. trimakasih
Sekarang ada software simulasi Plastik injection molding MAPS-3D dari korea, hasil yang akurat, user friendly dan harga kompetitif. PT. Walber Inti Nusantara merupakan agen resmi pemasaran di Indonesia. Untuk mengetahui lebih lanjut mengenai software ini silahkan menghubungi kami 085313088180 / 081519473047 atau 021-8457580.
Perkenalkan,
Kami adalah supplier untuk accessories mould dan press die, jig tool dan general supplier seperti (ejector pin,spring,sprue bushing,guide post,eye bolts ,dll) serta menerima pemesanan barang part spesial/drawing dengan hasil yang ber kualitas.
Kantor kami berlokasi di Jl. Raya Serpong kota Tanggerang. Siap melayani pengiriman seluruh indonesia dengan JNE, DHL,dsb (1-2 hari) atau langsung di antar oleh kami (Jabodetabek).
Jangan segan untuk menghubungi kami jika ada yang ingin di tanyakan.
Syandi Afriansyah
Mobile :08159665776
E-mail :Syandi@bangunkaryamandiri.com
Web:www.bangunkaryamandiri.com
Post a Comment
Kami adalah supplier untuk accessories mould dan press die, jig tool dan general supplier seperti (ejector pin,spring,sprue bushing,guide post,eye bolts ,dll) serta menerima pemesanan barang part spesial/drawing dengan hasil yang ber kualitas.
Kantor kami berlokasi di Jl. Raya Serpong kota Tanggerang. Siap melayani pengiriman seluruh indonesia dengan JNE, DHL,dsb (1-2 hari) atau langsung di antar oleh kami (Jabodetabek).
Jangan segan untuk menghubungi kami jika ada yang ingin di tanyakan.
Syandi Afriansyah
Mobile :08159665776
E-mail :Syandi@bangunkaryamandiri.com
Web:www.bangunkaryamandiri.com
<< Home
![]()
